
https://v.qq.com/x/page/w034066yo7g.html (点击播放视频)而近期aquatherm又将这一焊接技术上升到了一个更高的标准—在管道承压的条件下,对管道进行鞍式焊接。
 所谓承压条件下的管道,也就是指正在使用中的管道,也就是说此时的管道中正在输送
所谓承压条件下的管道,也就是指正在使用中的管道,也就是说此时的管道中正在输送液体或者气体。要在这样的条件下对管道进行鞍式焊接,其难度可想而知。
首先,必须基于这样一个安全的条件:若管道中的介质为水,此时,主管道的水压不得超过6bar,温度也不得高于60℃。其后,我们就来看一下,aquatherm是如何挑战这一技术极限的。
【准备熔接】
用aquatherm特制的剥皮机去除管道表面的阻氧层并将表面清洁干净。将需要熔接的管件部分放置在热熔机上,预热90秒后,立即固定于主管道上,热熔元件在15秒后被固定于主管道上。待15分钟彻底冷却后即可进入下一步的工作。
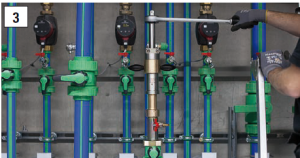
 【热熔钻工具】
【热熔钻工具】
将带有钻杆的热熔工具将放置于热熔元件(阀门)的上方,并用卡爪固定。拧紧球阀的螺纹连接处。打开球阀,检查阀门与热熔钻工具的连接是否有漏水。

【钻孔】
当卡爪松开,利用钻孔工具的手柄,慢慢推进钻杆,使其慢慢靠近主管道。根据支管的管径大小适当调整推进速度,当钻孔工作完成,慢慢释放卡爪。
【分解】
松开卡爪将热熔钻从热熔元件(阀门)上分离下来。将钻杆从热熔钻工具中去除并用合适的扳手或衔铁钳将钻具从钻杆上拧下来。
 压力管道是一个系统,相互关联相互影响,牵一发而动全身。为了保证压力管道的焊接质量不仅需要过硬的产品,更需要有高超的焊接工艺。这就是“德国工业”,也是德国阔盛无时无刻不在追求的,精湛的技术、务实的态度和忠诚的敬业精神。
压力管道是一个系统,相互关联相互影响,牵一发而动全身。为了保证压力管道的焊接质量不仅需要过硬的产品,更需要有高超的焊接工艺。这就是“德国工业”,也是德国阔盛无时无刻不在追求的,精湛的技术、务实的态度和忠诚的敬业精神。





