
在德国阔盛的管道施工案例中,常见有这样的PPR管道安装图:在一根PPR主管之上,并列焊接有数排PPR支管,支管间排列紧凑,远远望去构成了一张张密集的管网。走近看,每一根支管与主管焊接点排布整齐划一,支管与主管纵横交错,距离相当。


是怎样的焊接技术,才能实现如此紧密的管道排布,仅靠传统的切割焊接能实现吗?答案显然是否定的。
http://v.qq.com/x/page/w034066yo7g.html (点击播放)
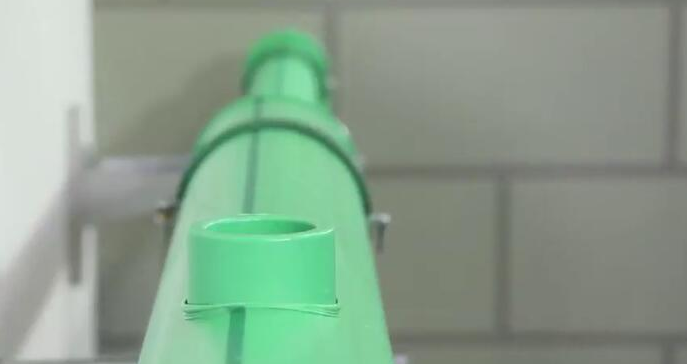
视频中这一系列钻孔,加热,连接的过程,就是继对焊之后的又一PPR管道焊接技术—鞍式焊接。



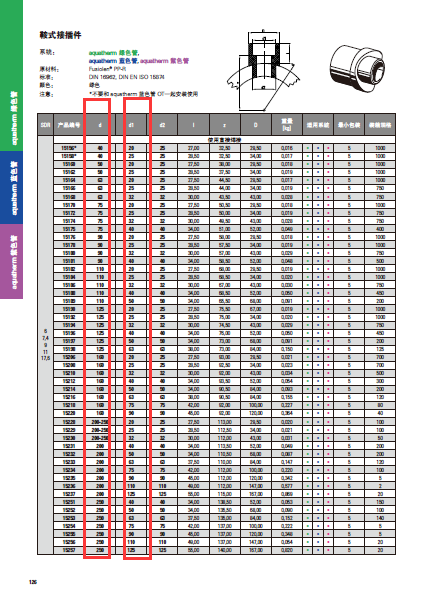
鞍式焊接,适用于40-630mm外径的管道产品,要实现鞍式焊接,主管与支管需要有较大的外径差。翻开《德国阔盛技术手册》,其中就有关于鞍式焊接的数据支持,不难发现,主管与支管的外径差(d-d1)须要大于等于20mm,才能实现鞍式焊接。
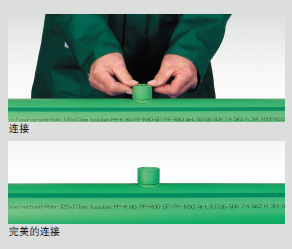
鞍式焊接不同于普通的承插焊接,需要有一定的焊接技术,特殊的热熔工具和专业设备。在为工程铺设管网时,通常遇到以下3种情况时,会使用到鞍式焊接技术,
- 现有设备的分支连接
- 替换三通
- 立管的分支连接
- 传感器槽等(连接各种仪表之用)
鞍式焊接是由管托与管道外表面和管道内壁熔接而成,因而具有最大的稳定性。因此在一些工程项目中,常用此技术来打造密集的水系统网络以实现建筑的各种功能。德国阔盛丰富的产品系列中,就有专业用于鞍式焊接的插件。欢迎拨打我们的全国服务热线:400-865-2655。德国阔盛将为您提供最专业的PPR管道产品及技术支持。





